
Asphalt Recycling Plant
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Brief Introduction
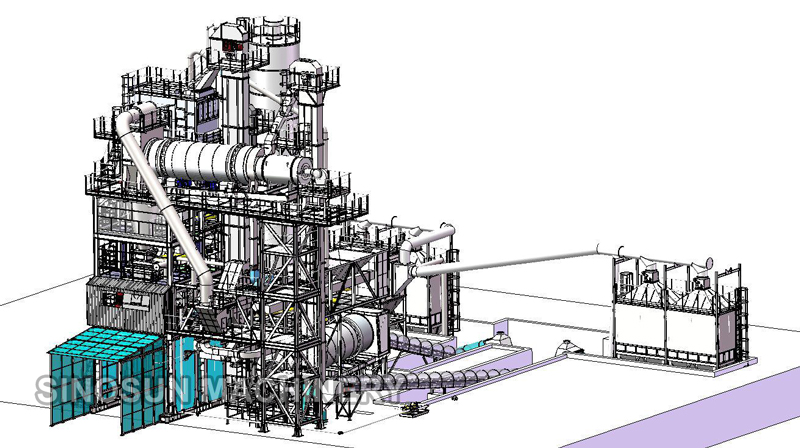
Asphalt Recycling plant (RAP) will utilize and mix the heated wasted asphalt mixture together with new aggregates, new bitumen in a designed proportion to produce the finished mixture to meet technical requirements.Asphalt Recycling plant can not only eliminate wasted asphalt mixture’s pollution to the environment, but also recycle the wasted aggregates and bitumen which is maximum use of the limited resources to reduce expenses for customers. Our asphalt recycling plant is mainly composed of wasted mixture supply system, wasted mixture drying system, burning system, elevating system, dust filtering system, weighing system and electrical control system.
 Features of Asphalt Recycling Plant
1. Mixer is settled on the recycled asphalt tower, new structure design, virgin asphalt integrated with the recycled asphalt together, high add ratio for recycled asphalt, high capacity performance.
2. Special sized dryer drum blades can prevent adhesive aggregate, make the production stable and efficient, easy to maintenance.
3. The high temperature exhaust gas returned to dryer drum through the flute to refuse which can save energy while reducing the burden of dust collection equipment.
4. The old aggregate adding rate can reach up to 30%-50% through this method.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Technical Parameter
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

